Мне выслали два эскиза и попросили выточить две пары втулок из нержавеющей стали, для последующей их сварки лазером. С цилиндрическими втулками все понятно, а вот посмотрев на эскиз конической я немного загрустил. Маленький проходной диаметр не позволит ее точить обычными расточными резцами. Значит нужно изготавливать специальный расточной резец. В самом конце процесса изготовления тонкие стенки может порвать отрезной резец. Зажать коническую тонкостенную деталь в патрон для торцевания вероятно тоже будет проблемно. Тем не менее я решил попробовать.
Наружный диаметр втулки должен получиться 12,5 мм, т.е. пруток на 12 мм не подойдет. Я нашел у себя пруток нержавейки диаметром 16 мм. Зажму пруток в токарный патрон и обработаю его торец как чисто. Намечу будущее отверстие центровочным сверлом. Просверлю отверстие сверлом диаметром 6,8 мм на глубину 33 мм.
Чтобы облегчить будущее растачивание я решил ступенчато рассверлить отверстие. На чертеже условно разбил заготовку на три участка по 10 мм. У меня получились внутренние диаметры: 8,17 мм и 9,33 мм. Сверлом диаметром 8 мм рассверлю отверстие на глубину 20 мм. Сверлом диаметром 9 мм рассверлю на глубину 10 мм. Сверлом диаметром 10 мм просто намечу начало будущего конуса.
Проточу заготовку до наружного диаметра 12,8 мм. Так же на чертеже я вычислил что наружные диаметры у конуса через каждый 10 мм должны быть 10,17 мм, 11,34 мм. Сделаю разметку на поверхности заготовки и проточу ее ступенчато до диаметров 10,3 мм и 11,5 мм.
Чтобы правильно настроить угол поворота верхних салазок в резцедержатель токарного станка установлю индикатор часового типа, используя для этого специальное крепление. Ножку индикатора буду перемещать по поверхности токарного патрона. На чертежи видно, что отклонение конуса от осевой линии на длине 30 мм составляет 1,75 мм. 30 мм соответствует 20 поворотам штурвала малой продольной подачи. Настрою угол поворота верхних салазок таким образом, чтобы при перемещении ножки индикатора на 30 мм, стрелка индикатора отклонялась бы на 1,75мм.
Вручную вращая штурвал малой продольной подачи, проточу наружную поверхность конуса пока наружный диаметр его основания не станет равным 12,5 мм.
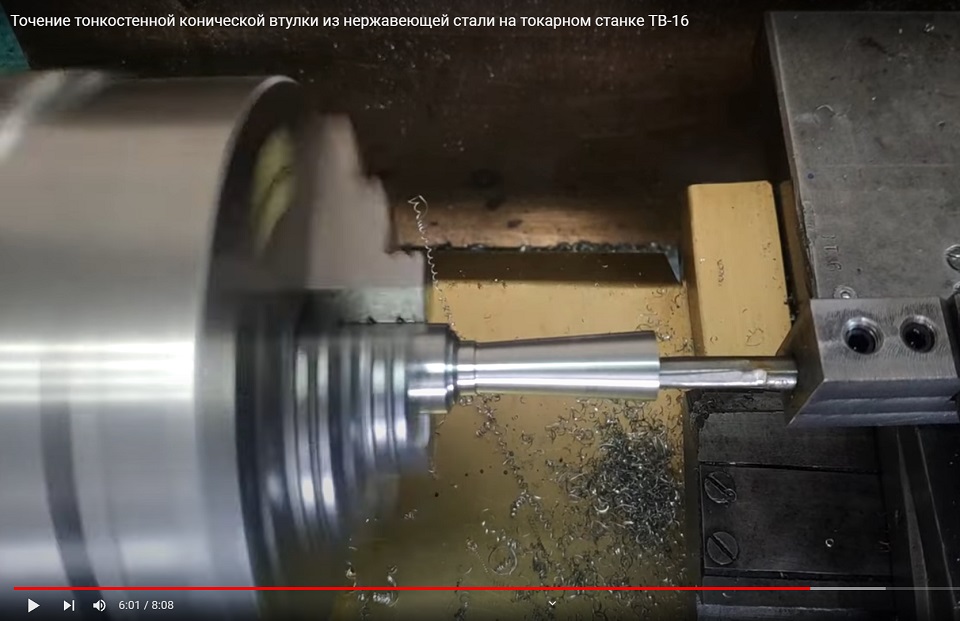
В одном из прошлых видео я показывал, как изготавливал державку для стержневых резцов. У меня сейчас две таких державки. В одну из них я зажал обломок сверла диаметром 7 мм. На хвостовике сверла есть маркировка HSS – т.е. это быстрорежущая сталь. Я обработал на наждаке обломок сверла таким образом, чтобы в качестве режущей части использовать заточенный под углом 7 градусов острый угол режущей кромки сверла. При этом вторую режущую кромку скруглил, чтобы она не задевала противоположную стенку конуса при точении. Державку с помощью прокладок выставил в резцедержателе таким образом, чтобы сверло, выполняющее роль расточного резца находилось на осевой линии конуса. Снимая по 2 десятки в несколько проходов, проточу внутреннюю поверхность конуса до нужного размера.
Перед отрезанием заготовки я на алмазе подточил вставку у отрезного резца. В результате резец довольно неплохо справился с отрезанием, но на заготовке все равно остался заусенец. Нержавеющая сталь образует довольно жесткие и острые края. Торцевание неровного края у конической заготовки не очень безопасно, так как можно повредить деталь. В идеале нужно выточить оправку под таким же углом, что и конус и использовать эту оправку для выравнивания. Я поленился это делать. Я нашел у себя похожую коническую оправку, уложил бумажную прокладку между поверхностью оправки и поверхностью конуса, и напильником аккуратно убрал заусенец. Тем не менее деталь все равно желательно отторцевать.
Чтобы зажать конус в токарный патрон по-хорошему нужна специальная оправка. Однако сейчас у меня речь идет о единичном изделии и мне нужно снять с торца буквально 1-2 десятки.
Окончание смотрите на видео