Заказчик попросил меня в дополнение к основному заказу выточить ему еще и гайку с левой резьбой М16 шаг 2.
Я, конечно, знаю, что бывает правая и левая резьба и то, что чаще всего используют соединения с правой резьбой. С левыми резьбами я сталкивался довольно редко и ни разу их не изготавливал.
В ролике на нашем канале про нарезание резьбы на ТВ-16 «12 первых изделий, которые можно изготовить на ТВ-16. Два винта и крупный болт из стали» как раз было показано нарезание правой резьбы.
Гайки с левой резьбой необходимо закручивать против часовой стрелки. Леворезьбовой крепеж как правило применяется в тех узлах, где соединение расположено на оси вращения и движение происходит по часовой стрелке.
Заказчик пояснил мне, что у него на заточном станке установлено два камня. Один камень поджимает через большую шайбу гайка с правой резьбой, а второй камень поджимает гайка с левой резьбой, т.е. так же, как и на моем наждаке Кратон. Качество родных гаек заказчика не устраивает. Правую гайку он нашел в автомагазине, а вот гайку с левой резьбой найти не смог. Местные токаря отказали ему в изготовлении такой гайки под различными предлогами, включая даже такой, что у них нет резца под левую резьбу.
Я решил попробовать свои силы и взялся за изготовление. Проблема заключалась еще в том, что заказчик находится в Москве, а я в Алтайском крае. Т.е. при изготовлении примерять гайку к валу с резьбой у меня возможности нет. Наружной левой резьбы М16 шаг 2 для примерки к гайке я так же найти не смог. Поэтому вначале решено было выточить образец наружной левой резьбы на основе справочных данных.
ГОСТ 24705 приводит основные размеры метрической резьбы. Для наружной резьбы М16 с шагом 2 наружный диаметр d витков составляет 16 мм, внутренний диаметр d3, т.е. диаметр по дну впадин между витками резьбы составляет 13,546 мм.
Возьму отрезок стального прутка наружным диаметром 20 мм и зажму его в токарный патрон. Проточу его выступающий из патрона конец до диаметра 16 мм.
Теперь мне нужно проточить проточку перед нарезанием резьбы. ГОСТ 10540 приводит основные размеры проточек для наружной и внутренней метрической резьбы. Согласно данным приведенным в таблице для резьбы с шагом 2, диаметр проточки должен быть равен диаметр резьбы минус 3 мм, т.е. в моем случае 16-3 получается 13 мм. Ширина проточки для резьбы с шагом 2 может быть от 4,5 до 7 мм.
Выполню проточку на ширину 4,5 мм на своем прутке, проточив его до диаметра 13 мм. Заодно проточу фаску на конце прутка.
Установлю в резцедержатель резьбовой резец. Настрою гитару станка на нарезание резьбы с шагом 2. Нарезать буду не вручную с помощью рычага, а при включенном двигателе станка на малых оборотах. С помощью потенциометра установлю на частотном преобразователе значение частоты равное 6. Включу станок и подведу резец к заготовке. В момент касания заготовки обнулю лимб штурвала поперечного перемещения суппорта.
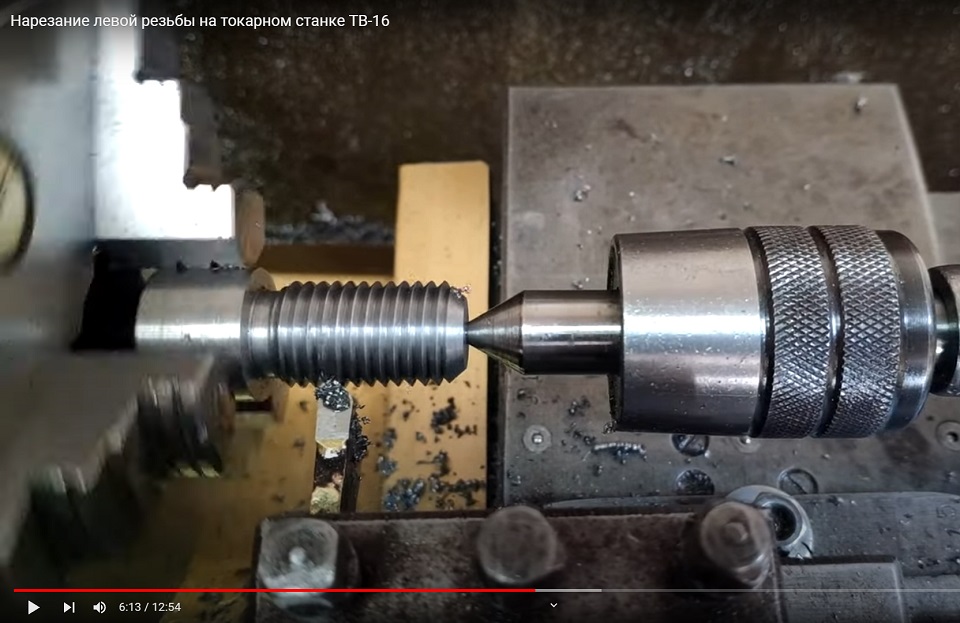
Для нарезания левой резьбы переведу рычаг трензеля в самое нижнее положение. Чем удобно нарезание левой резьбы на ТВ-16? Тем, что резец при нарезании резьбы перемещается не в сторону патрона, а от патрона в сторону задней бабки. При этом нет риска случайно въехать резцом в торец части заготовки большего диаметра или в сам токарный патрон.
Подведу резец к проточке. Снимать буду вначале по 2 десятки за проход. Выставлю на лимбе штурвала поперечного перемещения суппорта 2 десятки. Замкну маточную гайку, включу станок и сделаю первый проход. Выключу станок после того, как резец выйдет за пределы заготовки. Отведу резец чуть назад и вновь перемещу его к проточке. Сделаю очередной проход. Почти каждый проход я капаю несколько капель масла на обрабатываемую поверхность. Я постепенно углубился в заготовку и теперь снимаю по 1 десятке за проход.
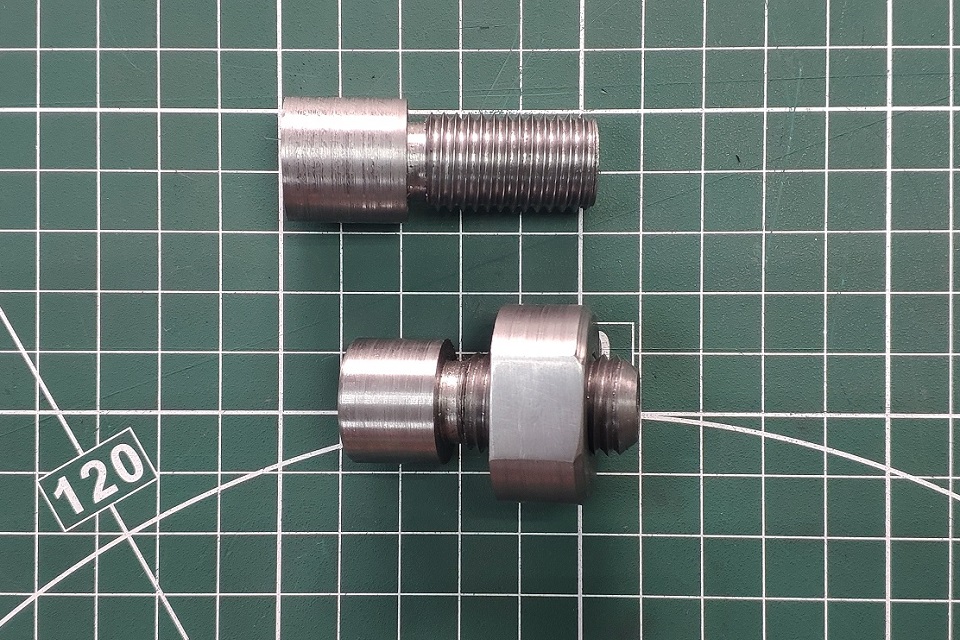
В результате согласно положению лимба я углубился на 2,4 мм, т.е. у дна впадин между витками по идее должен быть диаметр 13,6 мм. Последние проходы я уже снимаю по 3 сотки за проход. Сниму еще одну десятку и закончу нарезание резьбы. Вот такой контрольный образец наружной левой резьбы М16 шаг 2 у меня получился.
В соответствии с ГОСТ 24705 для внутренней резьбы М16 с шагом 2 внутренний диаметр гайки должен быть 13,835 мм, глубина витков составляет примерно 2,2 мм. Гайку буду изготавливать из прутка стали 45 наружным диаметром 32 мм. Я заранее проточил по наружной поверхности отрезок прутка до диаметра 31 мм, отторцевал его и зажал в токарном патроне. Сделаю на всякий случай контрольный съем по торцу. Просверлю в заготовке сквозное отверстие вначале сверлом диаметром 6,5 мм. Затем рассверлю его сверлом диаметром 10 мм. Окончательно рассверлю отверстие сверлом диаметром 13 мм. Расточным резцом расточу отверстие до диаметра 13,8 мм.
Обычный резьбовой резец для нарезания внутренней резьбы в такое отверстие не пролезет. Поэтому я изготовил специальный резец, который представляет собой державку в виде стального прутка диаметром 10 мм, в котором сделано поперечное отверстие для установки сменных твердосплавных вставок. В качестве вставки я использовал отрезок хвостовика сломанной фрезы диаметром 3 мм. Я заточил конец вставки по форме резьбонарезного резца. Вставку с торца державки поджимает болт. Габариты такого резца позволяют его вводить в отверстие диаметром 13,5 мм.
Подведу резец к заготовке. Введу резец в отверстие будущей гайки. Включу станок и подведу режущий край резца к заготовке до касания. В момент касания обнулю лимб поперечного перемещения суппорта.
Заведу резец внутрь заготовки до момента пока режущая вставка не выйдет за пределы заготовки внутрь токарного патрона. Выставлю на лимбе 2 десятки. Установлю рычаг трензеля в нижнее положение для нарезания левой резьбы. Замкну маточную гайку. Начну нарезание резьбы. Далее снимать буду по одной десятке за проход, так как державка длинная и жесткость у нее не высокая. Периодически буду капать масло. Мне нужно постепенно углубиться на 2,2 мм. Когда показания лимба поперечной подачи достигнет этого значения закончу нарезание резьбы и примерю к гайке ранее выточенный контрольный образец наружной резьбы. Вал с резьбой вкручивается в гайку, но очень туго. Сниму еще 1-2 десятки, при этом периодично буду примерять к гайке контрольную наружную резьбу.
Нарезание резьбы я завершил, резьба заходит в гайку свободно, но без лишнего люфта.
Сниму небольшую фаску на выходе резьбы. Разверну гайку в токарном патроне и сделаю наружную фаску, чтобы визуально по гайке было видно, где ее передняя часть, а где базовая опорная торцованная поверхность.
На фрезерном станке сниму с гайки две лыски под ключ на 27, т.е. примерно по 2 мм с каждой стороны.
Подробности смотрите на видео.


«Удобные инструменты» самые квалифицированные видио по токарным делам. Спасибо Вам огромное за ваш труд. Всего вам хорошего.