В этом году мы решили начать новый плейлист «12 первых изделий, которые можно изготовить на настольном фрезерном станке». Ролики постараемся записать от простого к сложному, чертежи в формате PDF традиционно будем прикладывать к видео в виде ссылок на скачивание.
В первом видео я хочу показать изготовление державки резца для токарного станка, в которую устанавливаются цилиндрические сменные вставки.
Я буду изготавливать державку для своего токарного станка ТВ-16. Обычные резцы у меня имеют сечение 10х10 мм, хотя резцедержатель моего станка позволяет зажать державку высотой до 15 мм. Чтобы державка была более жесткой и подошла для других станков серии ТВ я решил сделать ее с основным сечением державки 14х14 мм. Исходя из этого я и сделал чертеж, который Вы можете скачать по ссылке, размещенной в описании к видео.
Изготавливать буду из бруска стали 45. В качестве заготовки я возьму державку от сломанного токарного резца к взрослому токарному станку. Я иногда захожу пообщаться к местному токарю-фрезеровщику. У него в мастерской всегда валяются несколько старых державок от сточенных резцов и ему не жалко дать мне три-четыре штуки для каких-нибудь поделок. Некоторые державки я уже использовал ранее, но еще осталось несколько штук сечением 16х25 мм, которые вполне подойдут для сегодняшней работы.
Мое мнение таково, что хоббийный фрезеровщик должен уметь работать болгаркой. Настольные фрезерные станки могут снимать при фрезеровании слои металла, обычно не превышающие 0,25 мм по стали и 0,5 мм по цветному металлу. Во всяком случае таковы характеристики моего сверлильно-фрезерного станка JET JMD-20LA. Поэтому чтобы не тратить лишнее время на обработку и уменьшить износ фрез, основные грубые габаритные размеры заготовки я обычно формирую с помощью болгарки. Я отрезал от державки заготовку длиной 90 мм.
Установлю заготовку на параллельки и зажму в тиски фрезерного станка. Для фрезерования боковых поверхностей буду использовать торцевую фрезу диаметром 16 мм со сменными пластинами для обработки стали. Вначале отфрезерую стороны шириной 16 мм. Обороты установлю в пределах 650-700. Сделаю касание фрезой заготовки и в момент касания обнулю цифровую индикацию вертикального перемещения шпинделя. Перед проходом фрезой на поверхность заготовки нанесу несколько капель масла. Фрезеровать буду полосой шириной примерно 10 мм. Снимать буду на глубину 0,25 мм за проход. Фрезеровать буду, перемещая рабочий стол штурвалом продольного перемещения, при этом для жесткости зажму фиксаторы поперечного перемещения. Сделаю по 1-2 прохода с двух сторон заготовки.
Теперь разверну заготовку и установлю ее на параллельки, так чтобы фрезеровать стороны шириной 25 мм. Фрезеровать буду на ширину 13-14 мм. Снимать буду так же слои металла по 0,25 мм за проход. Мне нужно уменьшить ширину заготовки до 14 мм. Сниму с этой стороны металл на глубину 1 мм, т.е. сделаю четыре прохода.
Извлеку заготовку из тисков и промерю ее штангельциркулем. У меня получилась толщина заготовки 14,9 мм. Зажму в тиски заготовку и отфрезерую вторую сторону на 0,7 мм.
Установлю в станок концевую фрезу диаметром 12 мм, которую я использую в качестве чистовой. Отфрезерую три стороны заготовки чистовой фрезой. Фрезеровать буду на глубину 0,1 мм. Проход буду делать шириной примерно 8 мм.
Теперь мне необходимо отфрезеровать одну из торцевых поверхностей заготовки.
Зажму заготовку в тиски, так чтобы вправо из тисков выступало примерно 5 мм заготовки. Опущу головную часть фрезерного станка и шпиндель так, чтобы торец фрезы опустился на 2 мм ниже нижнего края заготовки. Зажму фиксатор вертикального перемещения шпинделя. Штурвалом продольного перемещения передвину фрезу до касания с торцевой поверхностью заготовки. В момент касания обнулю лимб продольного перемещения. Торец буду обрабатывать встречным фрезерованием. Штурвалом поперечного перемещения отведу заготовку от фрезы и выставлю на лимбе продольного перемещения три деления, т.е. 0,15 мм. Зажму фиксаторы продольного перемещения рабочего стола. Сделаю проход, вращая штурвал поперечного перемещения и верну фрезу в исходное положение. Прибавлю на лимбе продольного перемещения еще 0,15 мм и вновь сделаю проход. Так постепенно отфрезерую торцевую поверхность заготовки. Последний чистовой проход сделаю, не меняя положение лимба.
У меня получилась заготовка сечением 14х24,5 мм. Теперь мне нужно болгаркой сформировать контур будущей державки, исходя из того что поверхность, не обработанная чистовой фрезой, будет верхней частью державки, а обработанная торцевая часть — передней частью державки. Закрасив поверхности заготовки маркером, с помощью штангельциркуля нанесу разметку вначале в соответствии с чертежом, т.е. по 14 мм в продольном направлении и 24 мм в поперечном направлении. Затем прибавив к номинальному размеру еще 3 мм сделаю отметки с размером 17 мм и 27 мм. Это и будут линии реза болгаркой. Запас я сделал не только на толщину диска болгарки, но и на возможное отклонение реза, обусловленное невнимательностью, да и просто кривизной рук.
Я побоялся испортить заготовку и немного не дорезал болгаркой. Отпилю оставшийся участок ножовкой по металлу. У меня получилась заготовка, которая представляет собой ступенчатую державку с головной частью и основанием.
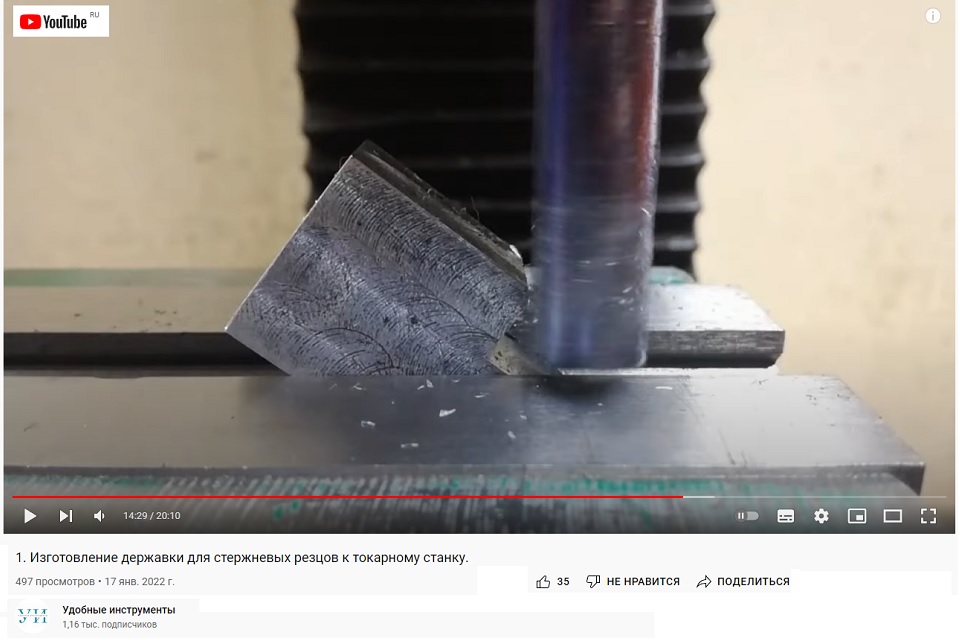
Установлю заготовку на параллельки в тиски фрезерного станка и черновой фрезой со сменными твердосплавными пластинами отфрезерую поверхность реза. Мне нужно не только выровнять верхний край державки после отрезания болгаркой, но и отфрезеровать его до размера в соответствии с чертежом, т.е. до 14 мм. Так как большая точность в размерах державки не очень важна, контрольное измерение буду делать, просто измерив высоту штангельциркулем от поверхности параллельки до верхнего края державки. Оставлю 0,1 мм для чистового фрезерования.
Установлю в цанговый патрон цангу с чистовой фрезой диаметром 12 мм. Сделаю чистовой проход по поверхности основания державки на глубину 0,1 мм. Теперь мне нужно отфрезеровать торец ступеньки между головной частью державки и ее основанием. Отфрезерую торец боковой частью фрезы, снимая по 0,15 мм за проход. Подниму фрезу и отфрезерую чистовой фрезой верхнюю поверхность головной части державки. Сдвину державку вправо и так же боковой частью фрезы отфрезерую задний торец державки.
Разверну державку под углом 45 градусов и боковой частью фрезы сниму широкую фаску со ступеньки между головной частью и основанием державки.

Продолжение смотрите на нашем видео.