Продолжая тему «12 первых изделий, которые можно изготовить на ТВ-16» думаю, что обязательно нужно рассмотреть тему изготовления специальной рукоятки, которая позволяет нарезать резьбу резцом с помощью токарного станка ТВ-16 или вороток для шпинделя. Я планирую в одном из следующих видео рассмотреть три основных способа нарезания резьбы на станке. Среди них обязательно будет способ, когда токарь при выключенном электродвигателе, вручную вращает шпиндель станка ТВ-16 с помощью специальной рукоятки. О данном способе я впервые прочитал на одном из наших форумов, где увидел различные фото подобных рукояток. Позже аналогичный способ я увидел в одном из видео зарубежных блогеров.
Я себе изготовил рукоятку для нарезания резьбы несколько лет назад, часто ей пользуюсь, но она мне не очень нравится. По этой причине я хочу изготовить другую более удобную рукоятку для станка.
Вначале был сделан чертеж будущего изделия, с которым я и буду работать. При желании Вы можете скачать чертеж рукоятки по ссылке, размещенной в описании к видео.
На маховиках моего фрезерного станка установлены вращающиеся рукоятки. Рукоятки изготовлены из алюминия, осью вращения рукояток является стальной винт с резьбой М8 на конце. Мне эти рукоятки нравятся, поэтому я промерил одну из них и добавил в чертеж рукоятки для нарезания резьб на ТВ-16.
Начну изготовление с фиксатора шпинделя. Максимальный диаметр фиксатора 24 мм. К сожалению, я не нашел у себя подходящий пруток и мне придется взять заготовку диаметром 30 мм.
Болгаркой я отрезал от прутка заготовку длиной 122 мм, т.е. с небольшим запасом относительно размера на чертеже. Зажимаю полученную заготовку в токарном патроне. Торцую ее край, засверливаюсь центровочным сверлом, после чего сверлю отверстие диаметром вначале 6 мм, а затем диаметром 8 мм на глубину 90 мм.
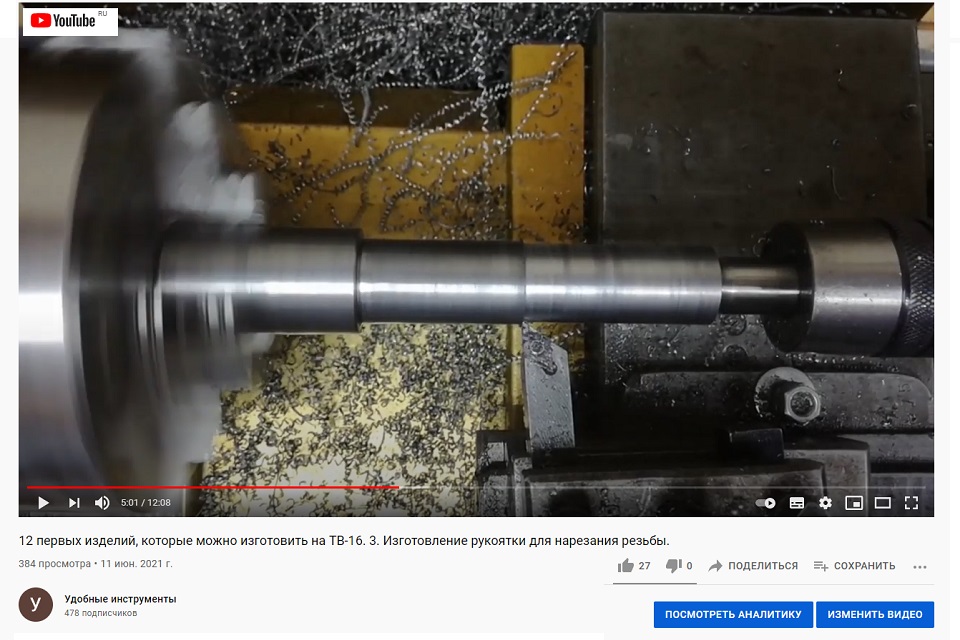
После чего поджав заготовку задним центром, обрабатываю ее в несколько проходов до наружного диаметра 24 мм. При последнем проходе первые 45 мм прохожу резцом развернутым для чистового прохода. Помечаю резцом начало будущей ступенчатой части на расстоянии 40 мм от края. На конце заготовки делаю фаску примерно 1 мм х 45 градусов.
Переставляю заготовку в токарном патроне развернув ее другим концом. Торцую второй конец прутка, центруюсь и сверлю отверстие вначале диаметром 6 мм, а затем 6,8 мм на глубину примерно 55 мм. Метчиком нарезаю внутреннюю резьбу М8. Кстати вот этот метчик я недавно купил на Алиэкспресс для пробы, и он мне очень понравился. В качестве смазки использую пасту Петрова.
Теперь, поджав заготовку задним центром, обтачиваю ее наружную поверхность до диаметра 17,8 мм. По длине обработку веду до отметки, которую я сделал ранее. При этом я не буду делать чистового прохода, чтобы увеличить сцепление фиксатора с внутренней поверхностью шпинделя.
Делаю разметку для разрезания заготовки под углом согласно чертежу. Разрезать можно ножовкой по металлу или болгаркой. Аккуратно через алюминиевую прокладку зажав полученную заготовку, я сделаю разрез болгаркой, а затем немного выровняю скошенные торцы на гриндере.
После чего обновлю резьбу на одном из отрезков и удалю заусенцы в отверстии второго отрезка.
Смотрите окончание изготовления рукоятки для нарезания резьбы (вороток шпинделя) на видео.