На нашем канале было опубликовано несколько роликов, посвященных универсальному подручнику для наждака и дополнительным приспособлениям к нему.
В последнем ролике я рассказывал про базовый комплект подручника для наждака, который может быть дополнен блоком поперечной микроподачи. Я неоднократно показывал фото подручника, которые я когда-то увидел в сети и которые послужили мне в качестве образца для подражания. Мастер из Великобритании свой подручник оснастил продольно-поперечной микроподачей. Я давно собирался тоже сделать двойную микроподачу для своего подручника, но долгое время не решался браться за эту работу. В начале января ко мне обратился очередной заказчик с просьбой изготовить подручник для наждака. Я предложил ему попробовать изготовить к базовому комплекту блок микроподач, который мог бы перемещать рабочий стол подручника в продольном и поперечном направлении.
Обсудив техническое задание, я приступил к работе. Верхнюю подвижную часть я решил сделать практически по тем-же чертежам, по которым делал верхнюю часть блока поперечной микроподачи. Резьбовые отверстия для винтов крепления размещены таким образом, чтобы они подходили для рабочего стола базового комплекта.
Среднюю часть решено было сделать в виде блока с двумя поперечно расположенными пазами для ластохвостов. Гайки ходовых винтов изготовлены в виде цилиндров с резьбовыми стержнями, что упрощает их крепление к среднему блоку. В среднем блоке было сделано одно сквозное резьбовое отверстие, в которое с двух сторон вкручиваются гайки продольной и поперечной подачи. Для того чтобы не путать детали продольной и поперечной подачи пазы ластохвостов для верхнего и нижнего подвижных блоков сделаны разными по ширине. Разными по ширине сделаны и пазы в верхнем и нижнем подвижных блоках для размещения в них гаек ходовых винтов. Диаметры гаек продольной и поперечной подачи так же немного отличаются.
Я довольно долго не мог понять, как изготавливать нижнюю подвижную часть блока микроподач, вернее, как разместить в закрытом блоке ходовой винт с гайкой. Ведь вначале нужно установить нижний блок в ластохвост среднего блока, а лишь затем вкручивать в средний блок гайку ходового винта. В какой-то момент я понял, что мне нужно просто изготовить нишу, в которой будет располагаться гайка перед установкой нижнего блока в средний блок. Глубина ниши должна быть такой, чтобы резьбовой стержень гайки ходового винта не выступал над поверхностью нижнего подвижного блока. После я обдумывал как вкручивать гайку ходового винта в резьбовое отверстие среднего блока. Обычно для этого я прорезаю в гайке шлиц под плоскую отвертку. Однако в этом случае мне пришлось бы делать отверстие большого диаметра для лопасти отвертки, что конечно же было бы не красиво. Тогда мне пришла мысль что неплохо было бы пробить шестигранное отверстие в гайке под небольшой шестигранный ключ. Технологическое отверстие под такой ключ в нижней части блока сделано диаметром всего 4 мм.
В результате получилось еще одно броское отличие между гайками винтов продольной и поперечной подачи. В гайке поперечной подачи сделана прорезь под шлиц плоской отвертки. В гайке ходового винта продольной подачи сделано шестигранное отверстие под шестигранный ключ.
Сборка блока микроподач происходит следующим образом. Вначале укладывается в свою нишу гайка продольного ходового винта. Нижний блок устанавливается в средний блок. Между ними вкладывается латунный клин. Нижний блок сдвигается таким образом, чтобы резьбовой стержень гайки ходового винта встал напротив резьбового отверстия в среднем блоке. Шестигранный ключ устанавливается в технологическое отверстие и вкручивается гайка ходового винта в резьбовое отверстие до упора. Необходимо визуально убедиться, чтобы резьбовое отверстие в гайке было соосно отверстиям для установки ходового винта. Со стороны отверстия диаметром 6 мм в нижний блок вставляется ходовой винт и вкручивается в гайку, пока он не встанет на свое место. Для удобства вкручивания на головках ходовых винтов сделаны прорези под плоскую отвертку. На резьбовой конец ходового винта накручивается рукоятка, которая фиксируется гужоном. Рукоятки продольной и поперечной подачи так же немного отличаются по конфигурации.
Верхняя часть собирается проще. Она устанавливается в ластохвост средней части и между ними вкладывается латунный клин. Сверху вкручивается гайка ходового винта. После чего в гайку вкручивается ходовой винт, к которому крепится рукоятка. Теперь необходимо немного поджать винты клиньев.
При сборке нужно помнить, что винты, прижимающие клинья подач, должны располагаться так чтобы ими было удобно управлять, т.е. не со стороны круга наждака, а со стороны оператора, т.е. рукоятки поперечной подачи. При сборке резьбы ходовых винтов и посадочные отверстия в подвижных блоках желательно смазать маслом или пластичной смазкой. Я нес стал этого делать чтобы не портить масляными пятнами картинку на видео.
Для крепления данного блока микроподач к базовому комплекту наждака был изготовлен удлиненный прижимной винт с ручкой. Штатный винт для нижнего широкого блока конечно же будет коротким. Для небольших углов наклона рабочего стола блок микроподач крепится обычным способом. Если угол наклона нужен более крутой, то верхний блок подручника просто нужно развернуть.
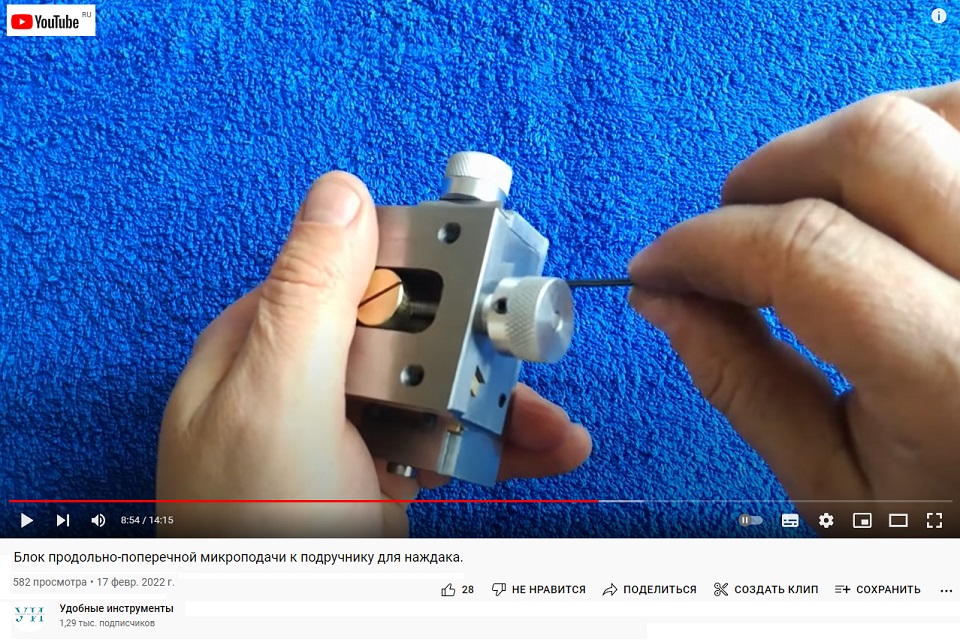
Рабочий стол крепится к блоку микроподач в последнюю очередь, т.е. после сборки всего подручника. Четыре винта вкручиваются через отверстия рабочего стола в резьбовые отверстия верхнего подвижного блока микроподач. Попробую передвинуть рабочий стол в продольном и поперечном направлении. Шаг резьбы ходовых винтов равен одному, т.е. один полный поворот рукоятки подачи соответствует перемещению рабочего стола на 1 мм, половина оборота на 0,5 мм, ¼ оборота на 0,25 мм. Верхнее положение фиксирующего рукоятку винта можно принять за условный ноль.
Окончание смотрите в видеоролике.