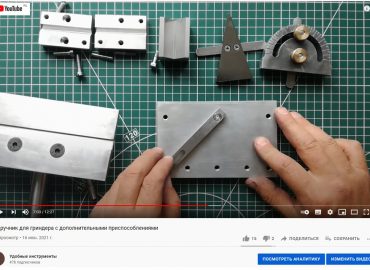
Я уже показывал свои шлифовальные блоки, в том числе и маленький латунный шлифовальный блок, у которого передняя подвижная часть сделана наклонной. Таким блоком удобно шлифовать в узких местах и выравнивать пазы соединений ласточкин хвост. Однако он узкий и не всегда таким удобно работать. Поэтому я решил изготовить шлифовальный блок шириной 25 мм со скошенной передней кромкой.
Перед началом работы я подготовил чертеж, который Вы можете скачать по ссылке, размещенной в описании к видео.
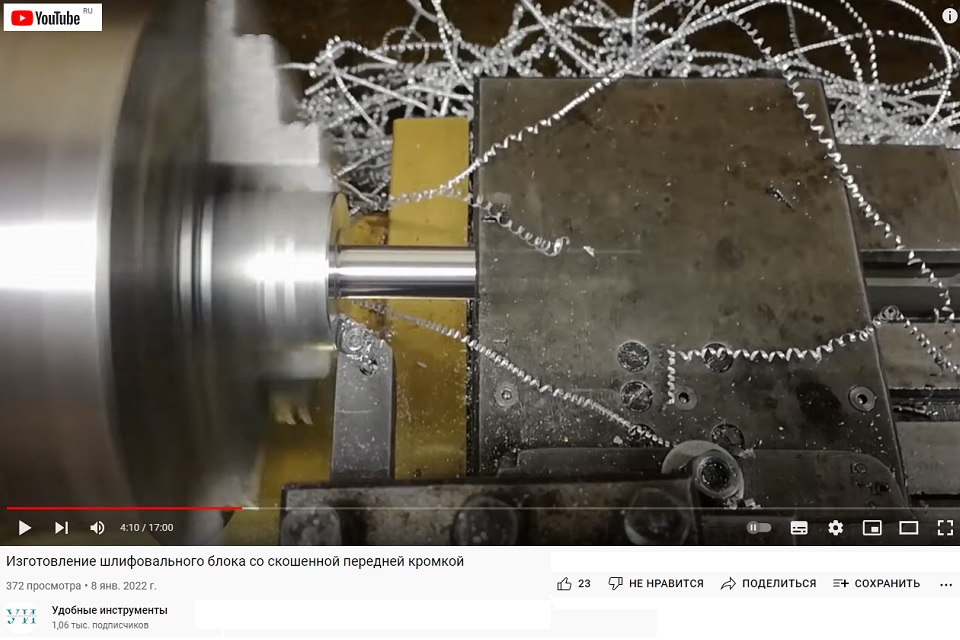
Изготавливать буду из конструкционного дюралюминия Д16Т. Я отрезал от прутка диаметром 30 мм отрезок длиной 135 мм. Зажму заготовку в токарный патрон. В резец установлю серебристую твердосплавную пластину для обработки цветного металла. Проточу один торец как чисто.
Разверну заготовку в токарном патроне. Проточу второй торец, выровняв его вчистую. Засверлюсь центровочным сверлом. Установлю в заднюю бабку сверло диаметром 6 мм и просверлю заготовку на глубину 35 мм. Рассверлю это отверстие сверлом диаметром 10 мм.
Подожму заготовку задним центром. Проточу наружную поверхность буквально на несколько десяток, просто чтобы выровнять ее и устранить биение. Для последующего фрезерования необходимо чтобы наружная поверхность заготовки была параллельна оси просверленного отверстия. Мне пришлось проточить пруток на 0,6 мм.
Отступив от края 85 мм отрезным резцом отрежу заготовку будущего основания шлифовального блока. Это не сталь, Д16Т отлично обрабатывается отрезным резцом, но я все же буду прорезать пруток вразбежку, чтобы резец не подклинило. Прорезав на глубину 2 мм, отведу резец назад, отступлю влево примерно на 0,5 мм и прорежу пруток на глубину 3 мм. Вновь отведу резец и сместив его вправо проточу заготовку на глубину 3мм. Так постепенно я буду прорезать заготовку. Когда останется шейка диаметром примерно 4-5 мм, выключу станок и отрежу заготовку ножовкой по металлу. Я просто побоялся, что при отрезании заготовка упадет и повредится ее поверхность.
Теперь из токарного патрона у меня выступает примерно 35 мм прутка. Обработаю его торец как чисто. Проточу заготовку до диаметра 9,9мм на длину 25 мм. Примерю получившийся вал к отверстию в ранее отрезанной заготовке. Вал должен входить в отверстие свободно, но без люфта.
Разверну заготовку, зажав в токарный патрон проточенный участок. Для того чтобы не повредить губками поверхность заготовки, положу между губками токарного патрона и металлом отрезок бумаги. Проточу наружную поверхность до такого же диаметра, как и диаметр длинной заготовки, т.е. в моем случае до 29,4 мм. Эта короткая заготовка – будущая передняя подвижная часть шлифовального блока.
Установлю в токарный патрон заготовку основания длиной 85 мм. Выставлю ее так, чтобы биение при вращении было минимальным. Проточу торец как чисто. Центровочным сверлом намечу будущее отверстие. Просверлю отверстие сверлом диаметром 6 мм на глубину примерно 50 мм, т.е. чтобы соединиться с отверстием диаметром 10 мм ранее просверленным с другой стороны. Рассверлю отверстие до диаметра 6,8 мм. Выключу станок, закреплю в шпиндель с обратной стороны вороток для ручного нарезания резьбы и метчиком нарежу резьбу М8. При этом вначале для соосности буду направлять метчик неподвижным задним центром, установленным в заднюю бабку. Резьбу нарежу на глубину 40 мм.
Короткую заготовку установлю на параллельки в тиски сверлильно-фрезерного станка. Сверлом диаметром 3,2 мм просверлю отверстие на расстоянии 4 мм от края проточенного вала. Высота вала не позволила мне вначале использовать центровочное сверло. Сверлить буду на глубину 5 мм.
В полученное отверстие установлю заостренную оправку. Я использовал отрезок стержня гвоздя диаметром 3 мм и длиной 8 мм, один конец которого был заострен точно по центру оси. Маркером закрашу торец заготовки основания шлифовального блока со стороны отверстия диаметром 10 мм. Вставив в отверстие основания вал передней части, острием оправки сделаю отметку, для последующего сверления отверстия.
Зажму заготовку основания в тиски сверлильно-фрезерного станка. По разметке центровочным сверлом намечу будущее отверстие. Установлю в цанговый патрон сверло диаметром 3,2 мм. Просверлю отверстие на глубину 25 мм.
Теперь мне нужно выточить направляющий стержень. Возьму пруток диаметром 6 мм латуни ЛС-59. Установлю его в токарный патрон, так чтобы из него выступало примерно 35 мм. Проточу пруток до диаметра 3,2 мм на длину 27 мм. Проточу пруток до диаметра 3 мм на длину 21 мм. Напильником слегка закруглю передний край стержня. Отрежу стержень на длину 25 мм. Установлю стержень концом диаметром 3,2 мм в отверстие передней подвижной части шлифовального блока. Так как у меня посадка довольно плотная, латунной оправкой забью стержень в посадочное отверстие. Установлю в отверстие основания пружину наружным диаметром 9,6 мм, длиной 22 мм и диаметром проволоки 1 мм. Примерю переднюю часть к заготовке основания шлифовального блока. Вал и направляющий стержень передней части свободно перемещаются внутри отверстий основания, а пружина довольно легко выталкивает переднюю часть из отверстий основания.
Извлеку пружину из основания и без пружины установлю переднюю часть в основание. На боковой поверхности заготовки напротив места, где установлен направляющий стержень сделаю отметку маркером.
Установлю сборку в тиски фрезерного станка на параллельки, так чтобы у меня направляющий стержень оказался бы на диагонали будущего прямоугольника, полученного в результате фрезерования. Заготовку вначале размещу перпендикулярно губкам тисков, чтобы надежно прижать основание к передней подвижной части.
В торцевую фрезу диаметром 16 мм установлю серебристые твердосплавные пластины для обработки цветного металла
Отфрезерую заготовку на глубину 7,2 мм. Разверну заготовку в тисках на 180 градусов и отфрезерую вторую сторону заготовки на глубину 7,2 мм. Так как я использую плоскопараллельные пластины, то две фрезерованные поверхности будут параллельны друг другу. Теперь мне нужно отфрезеровать боковые части. Для этого установлю сборку в тиски на параллельки, зажав фрезерованные стороны между губок. Для того чтобы переднюю часть при фрезеровании не вытянуло фрезой из отверстий основания, положу между губками тисков и передней частью по отрезку бумаги с каждой из сторон. Отфрезерую одну сторону на глубину 2,2 мм. Разверну заготовку и отфрезерую вторую сторону на такую же глубину.
Зажму сборку так, чтобы передняя часть встала под углом 45 градусов к поверхности торца фрезы. Вновь установлю бумажные прокладки между губками тисков и передней подвижной частью. Отфрезерую переднюю часть, сформировав скошенную переднюю кромку шлифовального блока.
На расстоянии 18 мм от края основания шлифовального блока с отверстием диаметром 10 мм сделаю разметку на боковой поверхности шириной 15 мм. Зажму сборку в тиски. Намечу будущее отверстие центровочным сверлом. После чего просверлю отверстие сверлом диаметром 2,5 мм на глубину 20 мм для фиксирующей шпильки.
Извлеку подвижную часть из основания шлифовального блока, а само основание установлю в тиски на параллельки таким образом, чтобы из тисков выступало примерно 10 мм конца заготовки с резьбовым отверстием. Уставив концевую фрезу диаметром 16 мм, вертикальным, т.е. плунжерным фрезерованием сделаю округлый паз для прижимного узла.

Вытачивать прижимной цилиндр так же буду из Д16Т. Пруток диаметром 20 мм зажму в токарный патрон, так чтобы из него выступало примерно 35 мм. Обработаю торец как чисто. Проточу заготовку до диаметра 15 мм на длину 28 мм.
Окончание процесса изготовления шлифовального блока со скошенной передней кромкой смотрите на нашем видео.