Кто-то из подписчиков в комментариях просил показать процесс изготовления боковых прижимов для фиксации заготовок на поверхности рабочего стола фрезера. Сегодня я решил изготовить именно такие прижимы.
Прежде всего мне необходимо было изготовить чертежи прижима с учетом размеров пазов и ширины рабочего стола своего фрезерного станка. Напомню, что у меня сверлильно-фрезерный станок JET JMD-20LA. Ширина рабочего стола моего станка 180 мм, ширина паза рабочего стола 12мм, расстояние между центрами пазов 63 мм. На моем станке 3 паза. Я сначала думал сделать прижим во всю ширину стола, но потом понял, что вряд ли для меня такие прижимы будут удобны. В некоторых случаях могут возникнуть проблемы с обработкой торцов плиты, зажатой между такими прижимами. Поэтому чертежи я сделал исходя из того, что прижимы будут немного превышать по длине половину рабочего стола фрезерного станка и должны быть закреплены между двумя соседними пазами рабочего стола.
Для работы я возьму квадрат сечением 20х20 мм стали 45. Начну работу с изготовления гаек для Т-паза фрезерного стола. Процесс изготовления таких гаек я уже показывал ранее, поэтому не буду его излишне подробно разбирать. Правда в прошлый раз я изготавливал лишь две гайки, а сейчас мне нужно сделать четыре гайки. Возьму заготовку длиной примерно 100 мм, т.е. с запасом на отпиливание и обработку.
Установлю заготовку в тиски на параллельки.
Отфрезерую заготовку с трех сторон на глубину 1 мм. Снимать буду по 0,25 мм за проход, т.е. с каждой из сторон сделаю по четыре прохода. Чтобы не затягивать видео не буду показывать все проходы. Четвертую сторону отфрезерую так, чтобы уменьшить заготовку по высоте до 14,5 мм.
Сделаю разметку перед сверлением отверстий. Намечу все четыре отверстия центровочным сверлом. Затем просверлю сквозные отверстия сверлом диаметром 4 мм. Рассверлю эти отверстия вначале сверлом диаметром 6,8 мм, а затем сверлом диаметром 8 мм. Нарежу в отверстиях резьбу М10.
Боковым краем фрезы отфрезерую ступеньки с двух сторон заготовки на глубину 7,2 мм, так чтобы узкая часть заготовки получилась шириной 11,9 мм. Снимать буду по 0,15 мм за проход. Покажу лишь первый и последний проходы фрезой. Разверну заготовку в тисках. Чистовой фрезой сниму 2 десятки с нижней поверхности заготовки. Краем фрезы сниму фаски, которые облегчат установку гаек в Т-пазы рабочего стола.
Сниму заготовку со станка, установлю ее в тиски и отрежу болгаркой от заготовки четыре гайки. Теперь мне нужно выровнять края гаек. Зажму их на одну шпильку М10 и помещу в тиски фрезерного станка. Чтобы исключить лишние вибрации и сгладить возможные перепады толщины установлю на тиски мягкие губки из дюралюминия. Отфрезерую один из торцов. Разверну гайки в тисках. Отфрезерую второй торец гаек.
Теперь мне нужно изготовить неподвижные части прижима. Отрежу от квадрата стали 45 сечением 20х20 мм да отрезка длиной чуть больше 110 мм. Установлю их вместе на параллельки и зажму во фрезерные тиски. Отфрезерую заготовки на глубину 1 мм сначала черновой фрезой, а затем летучим резцом сделаю чистовую обработку. Боковым краем концевой фрезы обработаю один из торцов заготовок.
Разверну заготовки в тисках, выровняв ранее отфрезерованные торцы оправкой. Так же отфрезерую эту сторону на глубину 0,8 мм и начисто обработаю ее летучим резцом. Отфрезерую оставшиеся неровные торцы заготовок.
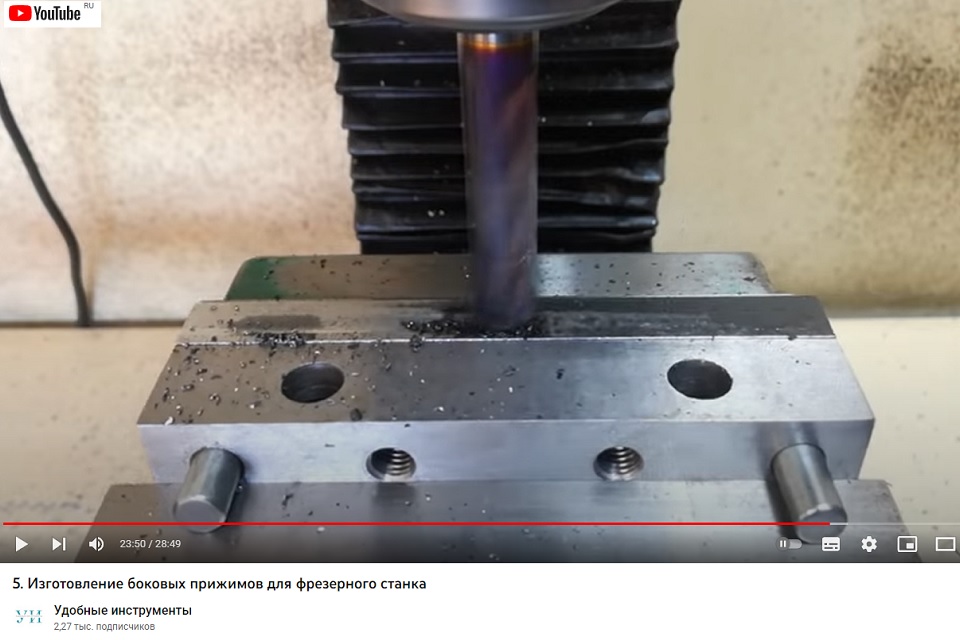
Сделаю разметку на заготовках для сверления отверстий. Намечу будущие отверстия центровочным сверлом. Просверлю сквозные отверстия сверлом диаметром 4 мм. Рассверлю отверстия вначале сверлом диаметром 7 мм, а затем сверлом диаметром 10 мм. Далее рассверлю отверстия сверлом диаметром 13 мм на глубину 8 мм. Окончательно рассверлю отверстия сверлом диаметром 16 мм. На этот раз мне пришлось использовать сверло с конусом Морзе 2 и установить его непосредственно в шпиндель станка. Сверлить буду так же на глубину 8 мм. Концевой фрезой выровняю дно отверстия и углублюсь еще на 2 мм, так чтобы головка болта не выступала над поверхностью.
На гриндере немного отшлифую боковые поверхности заготовок. Одну из заготовок отложу в сторону. Это будет неподвижная губка. На боковой поверхности второй заготовки сделаю разметку для сверления отверстий под направляющие шпильки и прижимные болты. Намечу будущие отверстия центровочным сверлом. После чего просверлю их насквозь вначале сверлом диаметром 4 мм, а затем рассверлю сверлом диаметром 6,8 мм. Крайние отверстия рассверлю до диаметра 8 мм. Во внутренних отверстиях с помощью метчика нарежу резьбу М8.
Подвижную губку буду делать так же их квадрата сечением 20х20 мм стали 45. Так эта губка не должна быть массивной я изначально болгаркой обрежу ее до примерного сечения 10х20 мм. В первую очередь отфрезерую неровный край со следами диска болгарки. Сделаю разметку. Намечу правое отверстие центровочным сверлом. Просверлю отверстие сверлом диаметром 4 мм на глубину 7 мм. После чего на эту же глубину рассверлю отверстие сверлом диаметром 6,8 мм. С помощью метчика нарежу резьбу М8. По аналогии сделаю второе резьбовое отверстие.
Окончание процесса изготовление смотрите на видео.