Сегодня очередное видео для плейлиста «12 первых изделий, которые можно изготовить на настольном фрезерном станке». На мой взгляд правильнее первые работы на хоббийном фрезерном станке начинать с обработки цветного металла. Фрезерование алюминиевых сплавов и латуни более простое, чем фрезерование стали, но при этом формируются такие же навыки, т.е. приходит понимание как правильно зажимать деталь в тисках, как ее фрезеровать, какими оборотами шпинделя пользоваться и какие использовать фрезы.
При работе в слесарных и фрезерных тисках мне часто приходится зажимать заготовки из цветного металла, или готовые детали, поверхность которых губками тисков легко повредить. Чтобы этого не допустить я обычно пользуюсь отрезками алюминиевого уголка, что ранее показывал в своих видео. Но со временем отрезки уголков деформировались, их выступы уже мешают нормальной работе и по-хорошему их конечно нужно заменить. Можно, наверное, купить другой алюминиевый уголок и отрезать его по длине губок, но у таких вставок есть серьезный недостаток – они часто падают и делают установку детали в тиски неудобной.
Подумав, я решил попробовать сделать себе другие вставки, так же из алюминиевого сплава. Изготавливать я их буду из алюминиевой плиты толщиной 20 мм. Марка плиты мне точно не известна, продавец на торговой площадке утверждал, что это Д16. Длина губок моих больших слесарных тисков 140 мм. Длина губок фрезерных тисков 125 мм. Я решил делать вставки длиной 125 мм. Перед изготовлением я сделал чертеж вставки, который вы можете скачать по ссылке, указанной в описании к видео. Болгаркой я отрезал от плиты два отрезка размером 20х42х126 мм, т.е. с небольшим запасом на обработку.
Зажму одну из заготовок в губки тисков фрезерного станка, установив ее на параллельки. Молотком станочника устраню зазор между нижним краем заготовки и параллельками. В шпинделе у меня установлена фреза диаметром 16 мм с двумя твердосплавными пластинами серебристого цвета, предназначенными для обработки цветного металла. Подведу фрезу к самой высокой точке заготовки. Включу станок и микроподачей шпинделя опущу фрезу до касания с заготовкой. В момент касания обнулю значение цифровой индикации вертикального перемещения шпинделя. Отведу фрезу вправо за пределы заготовки. Снимать буду по 0,5 мм за проход. Опущу фрезу на пол миллиметра и зажму фиксатор вертикального перемещения. В несколько проходов отфрезерую один из торцов плиты, выровняв ее край. Установлю в тиски вторую заготовку. Точно так же отфрезерую один из ее торцов до выравнивания.
Теперь в тиски зажму обе плиты, установив их отфрезерованные торцы на параллельки. Отфрезерую обе заготовки выровняв у них второй торец.
Зажму одну из заготовок в тиски, установив ее на параллельки плоской стороной. При этом расположу ее так чтобы вправо из губок выступало примерно 5-6 мм. В шпиндель зажму чистовую фрезу диаметром 12 мм. Опущу фрезу примерно на 3 мм ниже нижнего края заготовки и боковым фрезерованием выровняю боковую поверхность заготовки. Снимать буду по 0,15 мм за проход.
Я поленился устанавливать летучий резец и поэтому этой же концевой фрезой отфрезерую поверхность заготовки, чтобы убрать мелкие раковины и неровности. Фрезеровать буду на глубину 0,2 мм.
Разверну заготовку в тисках, так чтобы теперь вправо выступала вторая боковая поверхность заготовки. Отфрезерую ее боковой поверхностью фрезы, пока не укорочу заготовку до длины в соответствии с чертежом.
Сделаю разметку на отфрезерованной поверхности для последующего формирования продольного паза.
В губках моих фрезерных тиков есть продольные направляющие пазы. Зажму заготовку, разместив ее углы в этих пазах так, чтобы поверхность заготовки была расположена под углом 45 градусов.
Опущу фрезу и подведу ее к линии разметки. Встречным фрезерованием отфрезерую продольный паз в несколько проходов, постепенно углубившись на 2 мм. Сделаю еще один продольный паз глубиной 2 мм.
Вновь установлю заготовку на параллельки не фрезерованной стороной вверх. При этом подберу пакет параллелек таким образом, чтобы из тисков выступало вверх не менее 13 мм заготовки. В станок установлю фрезу диаметром 16 мм с двумя твердосплавными пластинами.
Сделаю разметку в 4,5 мм от дальнего края заготовки. Начну фрезерование уступа, делая по 0,5 мм за проход.
При фрезеровании последней полосы я вначале ориентируюсь визуально по ранее сделанной разметке. Убедившись, что фреза идет краем точно по линии разметки я выставлю на лимбе поперечной подачи ноль и далее буду фрезеровать эту полосу ориентируюсь по лимбу.
Если бы это была стальная заготовка, то я ее бы этот участок вырезал бы болгаркой с запасом примерно на 2 мм, а потом отфрезеровал до чистового размера. Алюминиевый сплав мягкий и вязкий, я просто побоялся что могу деформировать заготовку, когда буду зажимать ее перед отрезанием болгаркой. Кроме того, я хочу показать, что и на хоббийном фрезерном станке можно снимать большие слои металла в несколько проходов. Конечно, на это уходит гораздо больше времени, чем на промышленном станке.
Сняв несколько слоев, я понял, что трачу много времени на поперечное перемещение фрезы и поэтому решил изменить тактику фрезерования. Теперь я вначале фрезерую первую полосу в несколько проходов, постепенно углубляясь на 4 мм. После перемещаю фрезу и фрезерую следующую полосу в несколько проходов на эту же глубину. Последнюю полосу фрезерую точно так же, не забыв установить фрезу по лимбу поперечной подачи, чтобы не нарушить перпендикулярность формируемого уступа заготовки.
Вновь передвину фрезу на первую полосу и отфрезерую ее в несколько проходов на глубину 4 мм. Затем передвину фрезу к второй полосе продолжу фрезерование. Так я буду фрезеровать заготовку до тех пор, пока не сделаю в ней уступ на глубину 12 мм.
Установлю концевую фрезу диаметром 12 мм и сделаю чистовое фрезерование угла и вертикальной поверхности уступа, выровняв их от неровностей.
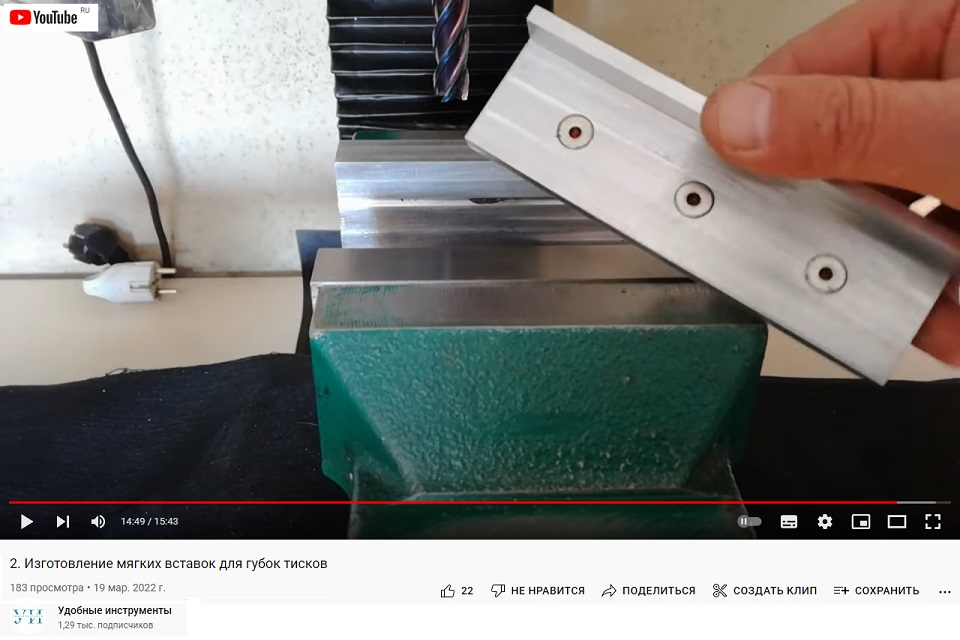
Сделаю разметку на расстоянии 25 мм от краев заготовки и по ее центру с целью последующего сверления глухих отверстий для установки магнитов. Намечу будущие отверстия вначале центровочным сверлом. Установив сверло по разметке, положение правого отверстия отмечу нулем на правом лимбе продольной подачи. Положение левого отверстия отмечу нулем на левом лимбе. Положение среднего отверстия запишу на листок, как расстояние относительно нуля линейки продольного перемещения станка и положения правого (или левого) лимба. Просверлю отверстия сверлом диаметром 10 мм на глубину 3 мм. Концевой фрезой диаметром 10 мм выровняю дно отверстий.
Я несколько месяцев назад заказал на Озоне для одного из своих проектов неодимовые магниты диаметром 10 мм, толщиной 3 мм с отверстием и зенковкой для крепления их винтами с головкой под потай. Однако получил почти половину магнитов, сломанных по этому отверстию и по этой причине, не смог ими воспользоваться. Теперь я решил оставшиеся целыми магниты просто вклеить в отверстия, сделанные в губках. Пока примерю магниты к полученным отверстиям.
Смотрите процесс изготовления на видео.