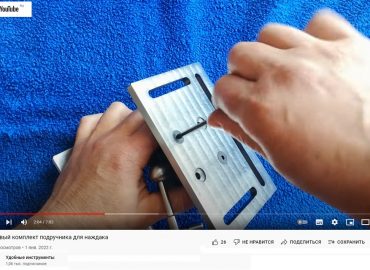
Примерно полтора месяца назад на нашем канале в разделе «12 первых изделий, которые можно изготовить на ТВ-16» вышел ролик о изготовлении подпружиненного толкателя метчика. За это время я неоднократно использовал его в работе и могу сказать, что этот инструмент действительно нужный и существенно облегчает работу по нарезанию резьбы. Эксплуатация показала, что большая часть работ предполагает использование заостренного наконечника толкателя, стороной толкателя с выемкой под наружный центровой конус метчика я ни разу не воспользовался. Был выявлен и недостаток данного инструмента при использовании его на моем настольном сверлильно-фрезерном станке Jet. У меня на станке установлены довольно высокие тиски. При максимальном подъеме головной части станка, установленный в шпиндель станка подпружиненный толкатель из-за своей длины не позволяет использовать цанговый метчикодержатель. Хотя именно цанговый метчикодержатель особенно удобен для фиксации метчиков для мелких резьб. В результате мне приходится использовать универсальный метчикодержатель.
Конечно, на обычном сверлильном станке такой проблемы не возникает, но все же последнее время я чаще пользуюсь именно сверлильно-фрезерным станком из-за больших функциональных возможностей.
По этой причине я решил изготовить себе еще один подпружиненный толкатель метчика. Кроме того, я хочу показать насколько использование токарного и фрезерного станка совместно иногда могут облегчить решение какой-то технической задачи. Т.е. я хочу укоротить толкатель метчика и немного упростить его изготовление, не ухудшив его функциональности.
Для нового толкателя я буду использовать точно такую же пружину, как и для прошлого толкателя. Ее усилие вполне меня устраивает, габариты так же позволяют реализовать задуманное. Напомню, что длина пружины 40 мм, толщина проволоки 0.8 мм, внутренний диаметр витков пружины 5,4 мм, наружный 7,2 мм. Посадочный диаметр инструмента в цангу я так же, как и у прошлого буду делать равным 14 мм.
Чтобы определиться с длиной корпуса толкателя я измерил максимально возможную глубину посадки инструмента в цангу. У меня получилось, что инструмент с посадочным диаметром 14 мм может быть установлен в цангу так, что будет выступать с обратной стороны цанги на 8 мм и при этом не будет упираться в корпус цангового патрона.
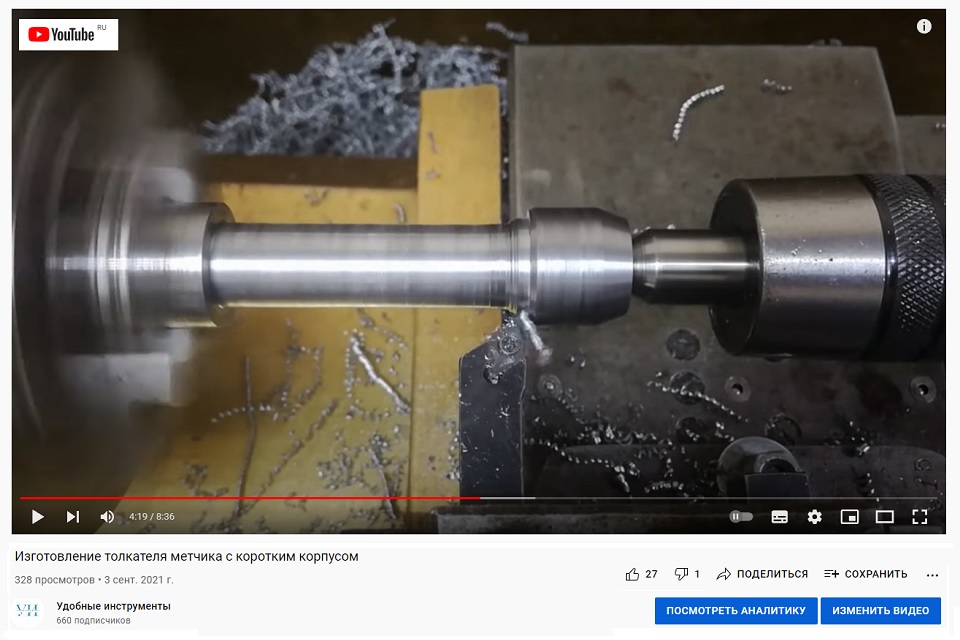
Начну изготовление из вытачивания корпуса. Установлю в токарный патрон и зажму в нем стальной прут диаметром 22 мм, так чтобы из патрона выступал отрезок длиной примерно 75 мм. Выровняю его торец. Центровочным сверлом намечу будущее отверстие. После чего засверлюсь на глубину 54 мм вначале сверлом диаметром 6 мм, а затем сверлом диаметром 8 мм. Развернув верхние салазки под углом 20 градусов проточу конусную часть корпуса.
Подожму заготовку задним центром. Включив станок на автоподачу проточу наружную поверхность заготовки до диаметра 20 мм. Отступлю 15 мм и проточу заготовку до диаметра 14 мм. Для того чтобы выровнять торец установлю резец с пластиной, ориентированной вправо. Зашлифую наружные поверхности шлифовальным блоком.
Отрежу заготовку ножовкой по металлу с небольшим запасом на длину 58 мм. Разверну заготовку в токарном патроне, укорочу заготовку до длины 57 мм, при этом выровняв торец.

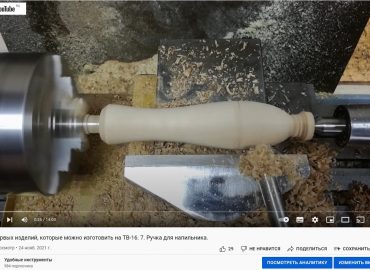
Теперь буду вытачивать стержень толкателя. Смотрите на видео последние операции по изготовлению толкателя метчика с коротким корпусом.