Это четвертое видео из цикла «12 первых изделий, которые можно изготовить на настольном фрезерном станке».
Я уже говорил, что у меня есть сверлильный станок Jet, но практически не показывал работу на нем. Хотя на самом деле многие повседневные задачи я решаю именно с его помощью. Мой фрезер JET JMD-20LA по сути является сверлильно-фрезерным станком и благодаря координатному столу и большим тискам выполнять сверлильные операции на нем довольно удобно, но, когда нужно быстро просверлить отверстие в деревянном бруске или небольшой стальной пластине я использую обычную сверлилку.
При этом не все детали можно зажать в тиски сверлильного станка или держать рукой в процессе сверления. Тиски могут деформировать тонкие детали, мелкие детали или детали сложной формы не только проблемно зажать в тиски, но и тяжело удержать рукой.
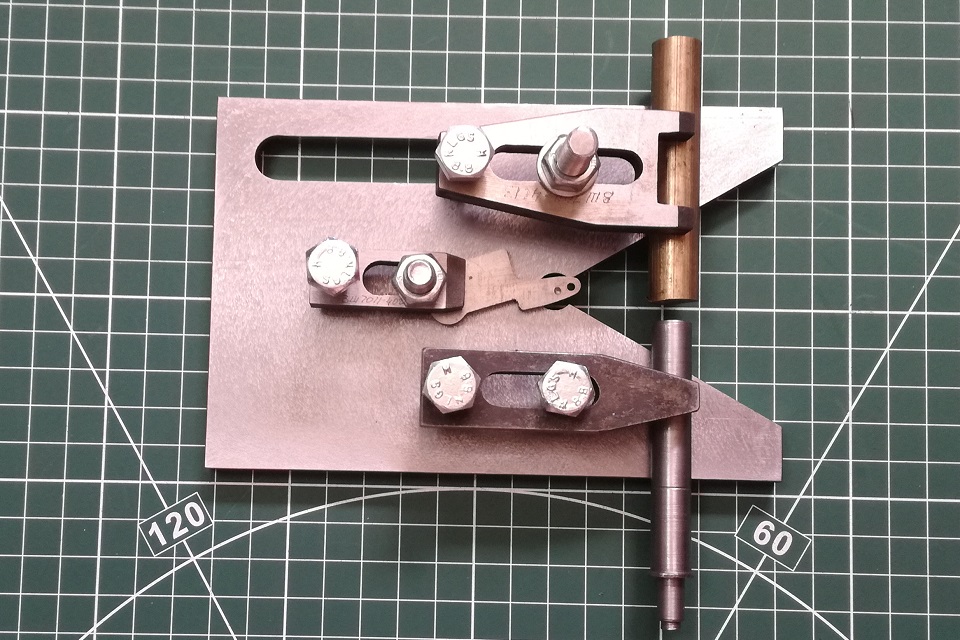
По этой причине я решил изготовить пластину для крепления различных мелких деталей для последующего сверления на своем сверлильном станке. В сети много различных вариантов таких пластин, но все они предполагают, что саму пластину нужно удерживать рукой в процессе сверления. Я же хочу сделать пластину более универсальной, чтобы ее можно было при необходимости закрепить на поверхности рабочего стола сверлильного станка. Благо, что в рабочем столе моего сверлильного станка для этих целей имеются фрезерованные пазы. Вначале я сделал чертеж пластины, который вы можете скачать по ссылке, размещенной в описании к видео.
В качестве материала я взял отрезок стального уголка с полками 92х140 мм и толщиной 10 мм. Болгаркой я отрезал от уголка заготовку размером 105х152 мм, т.е. с запасом на фрезерование и выравнивание торцов.
Пожалуй, и начну с выравнивания торцов заготовки. На канале есть видео про выравнивание торцов стальной пластины, так что я не буду излишне подробно показывать этот процесс. Установлю в тиски на параллельки ровный край заготовки, и отфрезерую обращенный вверх торец плиты до тех пор, пока его не выровняю. Разверну заготовку в тисках и отфрезерую второй край заготовки. В этом случае мне необходимо не только убрать скругление этого торца заготовки, который образован в процессе изготовления уголка на заводе, но и укоротить ширину плиты до размера в соответствии с чертежом. Уложу заготовку на паралельки и боковым краем фрезы выровняю один из оставшихся неровных торцов плиты. Затем разверну заготовку и выровняю противоположный торец плиты, заодно доведу длину плиты до размера, указанного на чертеже.
Теперь мне необходимо выровнять поверхность плиты, так как на ней многочисленные неровности и отдельные очаги коррозии. Полка уголка имеет существенный перепад толщины. Поэтому первоначально я пройду поверхность плиты черновой фрезой диаметром 16 мм со сменными твёрдосплавными пластинами. Снимать буду по 0,25 мм за проход, не забывая капать масло перед маршрутом фрезы. Сделаю несколько проходов, пока не выровняю поверхность пластины.
Теперь сделаю чистовые проходы летучим резцом. Снимать буду по 1 десятке за проход, чтобы убрать следы от черновой фрезы и мелкие неровности.
Разверну плиту в тисках. Эту сторону я сразу буду обрабатывать летучим резцом, не забывая смазывать маслом поверхность плиты. Снимать по-прежнему буду по 0,1 мм за проход. Мне пришлось сделать шесть проходов, чтобы полностью выровнять поверхность.
В средней части плиты просверлю отверстие, вначале центровочным сверлом, а затем рассверлю отверстие до диаметра 10 мм.
В соответствии с чертежом центровочным сверлом намечу два отверстия на расстоянии 50 мм друг от друга. Рассверлю эти отверстия до диаметра 10 мм. Установлю в цангу концевую фрезу диаметром 12 мм и отфрезерую сквозной паз между полученными отверстиями.
Поверну головную часть фрезерного станка под углом 45 градусов. Концевой фрезой отфрезерую треугольный паз, отступив от края плиты 30 мм. При таком фрезеровании есть определенный нюанс. Чтобы не сместить линию фрезерования, необходимо при каждом проходе не только опускать вниз шпиндель станка, но и перемещать рабочий стол по горизонтали. Я за проход буду снимать по 0,2 мм, т.е. опускать каждый раз шпиндель на 0,2 мм. При этом я буду каждый раз штурвалом горизонтального перемещения рабочего стола смещать заготовку влево на 0,1 мм. Отфрезерую паз на глубину 3 мм.
Сделаю разметку на пластине, начертив конус с углом 60 градусов и острием конуса, размещенным в центре отверстия диаметром 10 мм. Болгаркой по полученным линиям сделаю разрезы. Теперь мне необходимо выровнять линии реза. Разверну тиски относительно нуля под углом 30 градусов. Установлю в станок бор-фрезу диаметром 6 мм и отфрезерую один из краев реза. Для наглядности я закрасил торец красителем синего цвета. Закончу фрезерование, когда полностью выровняю торец, т.е. когда удалю краситель с поверхности.
Разверну тиски на 30 градусов в другую сторону относительно нуля. Отфрезерую второй торец конусного выреза.
В соответствии с чертежом сделаю разметку трех будущих отверстий. Намечу отверстия центровочным сверлом. Рассверлю отверстия вначале сверлом диаметром 4 мм, а затем сверлом диаметром 6,8 мм. С помощью метчика нарежу в отверстиях резьбу М8. Для направления метчика буду использовать толкатель метчика. Метчик смажу пастой Петрова.
Более подробно весь процесс изготовления можно посмотреть на видео.