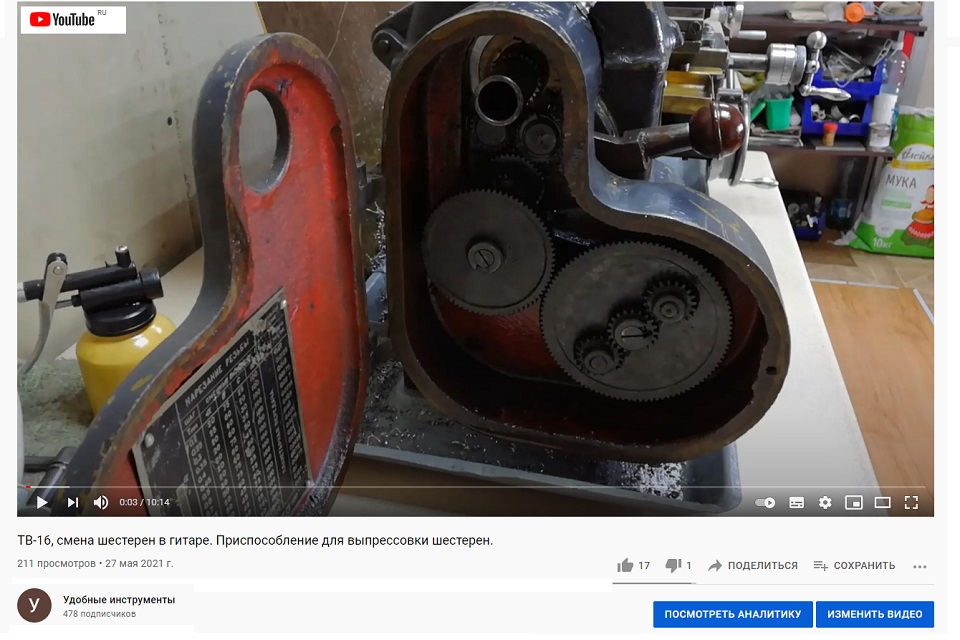
На токарном станке ТВ-16 механизм настройки подач и нарезки резьбы состоит из шестерен зубчатой передачи, собранных в единой литой коробке с дверкой, из-за своей своеобразной формы именуемой «гитарой».
Передача вращения со шпинделя на механизм подач осуществляется с помощью рычага трензеля. Он имеет три положения. В среднем он размыкает шестерню трензеля с зубчатой частью шпинделя. Верхнее и нижнее положение включает механизм подачи. При этом меняется направление вращения ходового вала. Верхнее положение обеспечивает подачу суппорта в сторону токарного патрона, нижнее положение подачу в сторону задней бабки.
Настройка подачи и шага нарезаемой резьбы производится сменой шестерен «a», «b», «c», «d» согласно таблицы размещенной на внутренней поверхности крышки гитары или в паспорте на станок.
Шестерня «a» устанавливается на втулку, размещенную на валу трензеля.
Шестерни «b», «c» устанавливаются на промежуточный подвижный рычаг.
Шестерня «d» устанавливается на ходовой вал. Когда станок настраивается на продольное точение, на ходовой вал устанавливается планетарная передача, которая снижает обороты ходового винта в 30 раз. Она представляет с собой большую шестерню с встроенными шестернями-сателлитами. При настройке станка для нарезания резьбы на ходовой винт устанавливается обычная шестерня с числом зубьев 100.
У меня обычно в гитаре установлены шестерни: «a» – «b» – «c» с зубьями соответственно 20-45-75. При точении в общем получается более-менее оптимальное соотношение скорости подачи и чистоты обрабатываемой поверхности. При смене шестерни «d» с планетарной передачи на шестерню 100 можно нарезать резьбу с шагом 1, который я часто использую при изготовлении каких-либо самоделок.
Сейчас у меня станок настроен на точение, так как на ходовой винт установлена планетарная передача. В качестве примера и для наглядности я покажу настройку гитары станка на нарезание резьбы с шагом 2. Согласно таблицы, которая нанесена на внутренней поверхности крышки гитары, мы должны установить в гитару шестерню «a» с количеством зубьев 60, «b» с количеством зубьев 45, «c» с количеством зубьев 50, а вместо планетарной передачи шестерню с количеством зубьев 100
Откручиваем винт крепления планетарной передачи и снимаем планетарную передачу с ходового вала. Ослабляем болт фиксации промежуточного подвижного рычага. Затем откручиваем винт крепления шестерен «b» – «c» и снимаем шестерни вместе с втулкой. Откручиваем винт крепления шестерен трензеля и снимаем шестерни вместе с втулкой.
Когда я первый раз менял шестерни трензеля у меня возник вопрос как не перепутать ведущую шестерню, которая передает вращение со шпинделя на трензель с ведомой шестерней «a». Оказалось, что у меня на станке ведущая шестерня трензеля сделана чуть шире, чем ведомые сменные шестерни «a». Ведущая шестерня имеет толщину … мм, шестерня «а» более тонкая, толщиной 8 мм. Вероятно, это предусмотрено конструкцией станка для того, чтобы не перепутать шестерни при смене.
Я не знаю как на других станках, но на моем вероятно ранее не очень часто меняли шестерню «a». Шестерни «b», «c», «d» свободно посажены на своих валах и легко снимаются рукой, а шестерня «a» очень плотно сидит на втулке трензеля и мне каждый раз приходится чем-то ее выпресовывать.
Ранее я использовал для этого какие-то подручные инструменты, но в прошлом году изготовил простейшее приспособление, состоящее из стальной пластины толщиной 4 мм с фрезерованным пазом шириной 18 мм и ступенчатого вала с минимальным диаметром вала 10мм. Ссылку для скачивания чертежа своего приспособления я размещу в описании под видео. Ступенчатый вал должен быть изготовлен из более мягкого материала чем материал шестерни и втулки трензеля. Я изготовил его из латуни, но вполне подойдет и алюминиевый сплав…
Смотрите видеоролик и узнайте его продолжение.