На корпусе индикатора ИРБ сделаны пазы для соединения «ласточкин хвост» с деталями крепления. В них устанавливается опора крепления с ответным ластохвостом. В опору вкручивается стержень и фиксирует опору на корпусе. В комплекте к индикатору шли два стержня: один диаметром 6 мм, второй диаметром 8 мм, что позволяет крепить индикатор к индикаторной стойке и различным зажимам, в том числе и самодельным. Так вот стержня два, а опора одна. Она имеет коническую форму и изготовлена из алюминия. Толщина стенки паза ласточкин хвост в ней очень тонкая. Несколько дней назад при попытке использовать индикатор для работы, опора просто выпала из корпуса индикатора, так как разогнулась одна из тонких стенок паза. Подогнуть в исходное положение стенку конечно можно, но это ненадолго и в конце концов она сломается.
Без индикатора ИРБ очень неудобно работать и поэтому я решил приступить к ремонту крепления индикатора. Высота родной оригинальной опоры держателя 6,5 мм. Диаметр основания опоры 10,5 мм. Внутри опоры отверстие с резьбой М5. Считаю, что мне достаточно изготовить новую опору крепления, но сделать ее нужно с более толстой стенкой паза для ласточкиного хвоста, т.е. с большим диаметром основания.
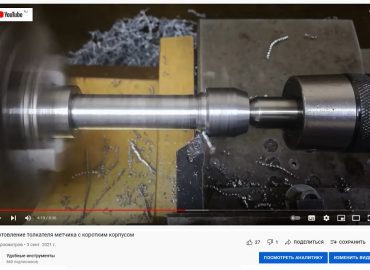
Изготавливать опору буду из Д16Т. Он легко обрабатывается, а его твердости вполне достаточно. Я нашел короткий обрезок прутка диаметром 18 мм. Установлю его в токарный патрон, так, чтобы в сторону шпинделя был направлен ровный торец заготовки, а неровно обрезанный торец в сторону задней бабки. При этом из патрона должно выступать не менее 8 мм заготовки. Обработаю торец как чисто. Центровочным сверлом намечу будущее отверстие. Просверлю сквозное отверстие сверлом диаметром 4,2 мм. С помощью метчика нарежу резьбу М5.
Проточу заготовку до диаметра 14 мм на длину 7 мм. Разверну резцедержатель, так чтобы правая кромка твердосплавной пластины резца была примерно под углом 20 градусов к осевой линии заготовки.
Проточу заготовку, придав ей коническую форму.
Измерив ласточкин хвост на задней вертикальной и верхней горизонтальной плоскостях корпуса индикатора я получил значение верхней части конуса ластохвоста – 6 мм, нижней части конуса – 5,2 мм и его высоты 1,6 мм.
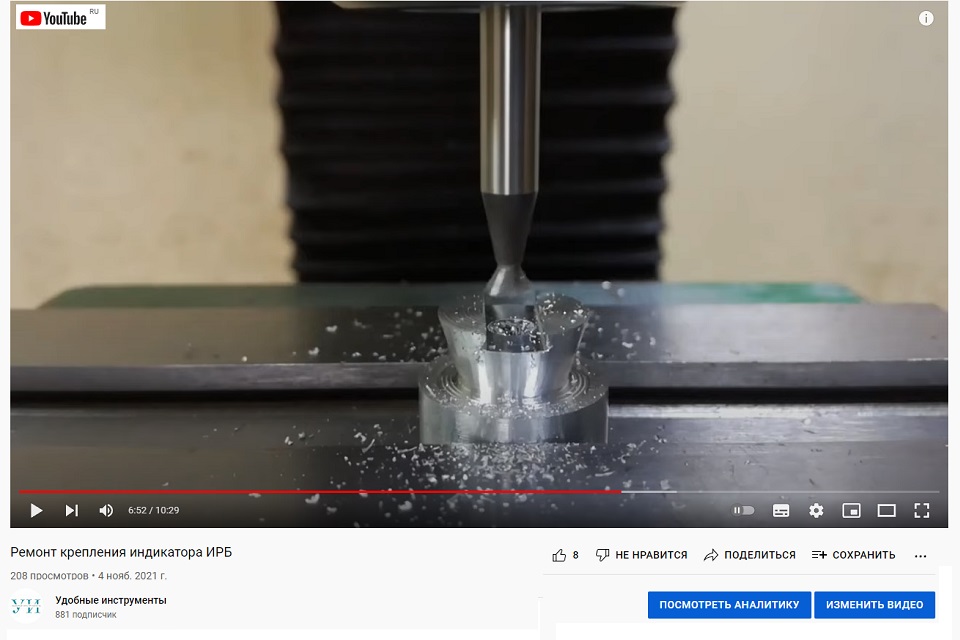
Извлеку заготовку из токарного патрона и установив ее на параллельки зажму в тиски фрезерного станка. Зажму в цангу фрезу диаметром 5мм. Передвину рабочий стол так чтобы фреза была сориентирована точно по центру отверстия в заготовке. Зажму фиксаторы продольного перемещения фрезерного стола и профрезерую паз шириной 5 мм на глубину 1,6 мм.
Из самых мелких у меня есть двусторонняя фреза для фрезерования соединений ласточкин хвост с углом наклона 60 градусов и шириной рабочей части 5,4 мм. Диаметр стержня фрезы 5,9 мм.
По идее для того, чтобы ей фрезеровать нужно сначала профрезеровать паз концевой фрезой на ширину 5,4 мм, но ширина 5,4 мм будет широковата для нужного размера ласточкина хвоста.
Профрезерую заготовку концевой фрезой слева и справа еще на 0,1 мм, т.е. до ширины паза 5,2 мм.
Установлю фрезу ласточкин хвост и медленной подачей пройду паз. Д16Т хорошо обрабатывается, фрезе нужно снять лишь по 1 десятке с каждой из сторон, поэтому проход фрезой не составит проблемы.

Теперь сниму сначала с левой стороны 0,5 мм. А затем и с правой стороны 0,5 мм. После чего примерю к пазу ластохвост корпуса индикатора. Соединение получилось излишне плотным, поэтому сниму еще по 0,05 соток с каждой из сторон. Повторная примерка показала, что соединение плотное, но позволяет перемещать заготовку опоры крепления по пазу корпуса индикатора.
Продолжение смотрите на видео.